

为了改善模具加工中零件加工表面存在振纹、过切等表面上的质量不佳的问题。文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等伺服参数进行逐步调试和优化,并将优化结果应用于某模具样件加工试验,试验根据结果得出,优化后的伺服系统响应性能和机床的加工性能都有所提高。
数控机床是模具产品的生产载体,其伺服系统性能的好坏直接影响着模具产品的加工质量。一般在机床刚出厂时,厂家会给定一组能确保正常加工的参数值,但并不能发挥机床最佳的加工性能[1]。另一种情况是随着数字控制机床使用时间的增加,机床的机械性能发生了变化。此时与之相关的伺服参数也要随之做出调整,否则会引起机床机电不匹配,造成机床运行不稳,产生振动,使得零件加工表面存在振纹、过切等表面上的质量不佳的问题[2]。因此为了能够更好的保证模具产品的加工精度和表面上的质量,对数字控制机床伺服系统来进行优化显得尤为必要。
文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等参数进行逐步调试和优化,以获得良好的伺服动态性能和机械刚性,使数控机床处于稳定的工作状态,充分发挥最优加工性能,从而提升模具产品加工品质和精度。
数控机床伺服系统优化的目的,是为了更好地优化机械特性和电气特性之间的配合,以获得更高的伺服系统响应和机械刚性,从而获得更好的加工性能[2]。FANUC 伺服系统控制采用三环控制的方式,如图 1 所示[2-3]。

FANUC系统将伺服三环控制集成在NC的轴卡上,通过接收NC所发出的指令,经轴卡的三环处理后输出至放大器,驱动电机运行。最内环是电流控制,中间环是速度控制,最外环为位置控制。三环中,电流环是整个伺服系统控制的根本环节,作用是提高系统的快速性,限制最大电流,使系统有足够大的加速转矩。速度环是伺服控制的中间环节,作用是提高系统抗负载扰动能力,抑制速度波动。位置环是最外环,其作用是保证系统的静态精度和动态跟随性能[4]。三环中,电流环响应速度最快,其次是速度环,最后是位置环。若要提高位置环回路增益须先提高速度环回路增益,否则容易导致机床振荡,运行不稳。因此,伺服优化应遵循“由内而外”的原则,秉承先电流环、后速度环,最后位置环的先后顺序来优化。
伺服优化的实质是根据机床的频率响应曲线、圆弧测试图进行分析,合理调整伺服三环参数,尽可能使各轴精确的跟随移动指令和抑制干扰扭矩,即在一定的机械状态下确保伺服系统不会出现振荡,保证三环控制回路能够在高响应、高刚性下“和谐”工作[5-6]。
(1)提高伺服电机增益,抑制机床振动通过频率响应测试抑制机床共振点,提高机床增益,以匹配机床的机械刚性、提高电机的响应速度。
(2)循圆象限凸起抑制,调整加工精度通过观察机床圆弧象限测试进行调整,抑制伺服轴换向时的凸起,消除加工时的象限痕。
某加工中心使用 FANUC 0i-MF 系统加工模具产品试件,使用AICC功能,进给量为2000mm/min, 经加工后,零件加工表面有明显的振纹,存在过切,如图2所示。
(1)首先利用 SERVO GUIDE 软件测试机床 3 轴静态频率响应曲线,观察机床的机械性能。静态频率响应测试是 SER⁃VO GUIDE 调试中非常重要的一环,它波形的好坏反映了机床很重要的机械特性,它调整的好坏直接影响了后续圆弧部分的调整,以及机床运行的平稳和加工效果的好坏,在整个调试中具有非常重的分量。频率响应测试通过频率响应测量各轴的共振点,并用滤波器参数来抑制共振[5]。在满足波形要求,保证共振点被抑制的情况下,提高速度环路增益。以 X 轴测试为例,优化前频率响应图如图3所示。
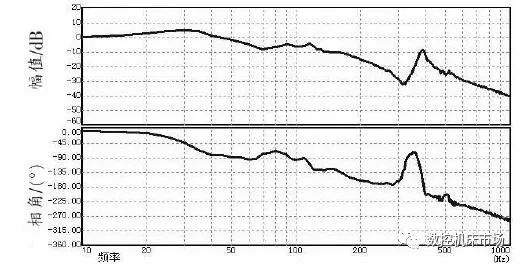
调试中主要以幅频特性曲线作为考察伺服特性的主要依据[5]。由图3 可知,幅频曲线HZ 范围内幅值低于 0d B,表示系统响应滞后。先检查电流环参数,发现“HRV+
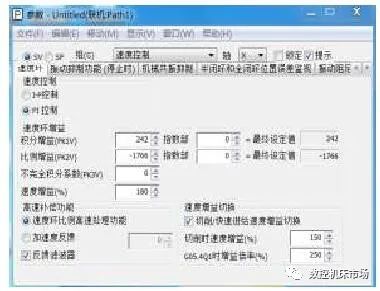
控制有效”未选中,如图4所示。此功能是在HRV3基础上进行控制的,即HRV3+功能,可以实现电流环更高速响应和较高的速度增益设定。选中“HRV+控制有效”选项,再次测试频响曲线 X轴优化中频率响应波形
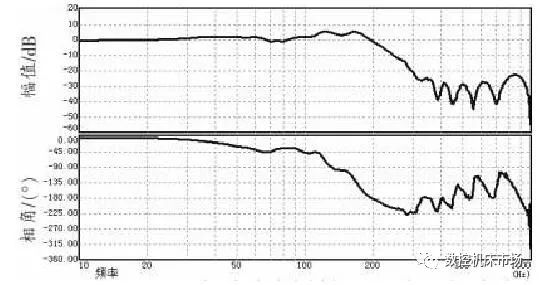
在使用了HRV+控制有效后,低频部分幅值基本接近0d B,系统响应滞后明显改善。但高频部分在 380h Z 左右仍存在明显的共振点。调试中逐步加入滤波器来抑制高频振荡。在使用 HRV 滤波器后机床高频共振被抑制,振荡现象明显减弱。机床消除振动的原则是在抑制掉高频振荡点后,确保机床平稳运行的状态下尽可能提高机床伺服系统速度增益[4]。经反复调试,最终将速度环增益由原来的 150 调整到最终的 180。优化前后的速度环参数设置如图6所示。
最终优化后X轴频响特性曲线所示。此时曲线d B,高频衰减区域的幅值低于-20d B。经优化后的机床机械特性已明显提高,既充分发挥了伺服的刚性余量,又保证了伺服轴的稳定运行。
(2)在合理优化了三轴伺服环增益,确保三轴在高刚性下稳定运行后。将 CMR(柔性齿轮比)扩大 10 倍(系统检测精度提升)。因为在机械性能较好的前提下,扩大CMR倍数能够改
善电流特性曲线,使得机床运行更加平稳,降低电流波动,对加工表面的光洁度一定的改善作用。
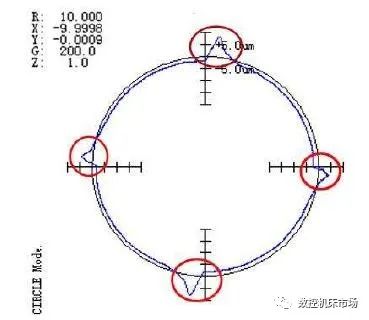
(3)经上述调试后,机床高频振动被抑制,伺服响应性能有所提高。再次加工,奔驰件试件表面振纹已明显改善,但加工试件上仍存在过切现象,需通过圆度测试进一步检测。以 XY
根据XY轴圆度测试图分析,四个象限均有凸起,Y轴两象限凸起接近 10um。这可能是造成工件加工爬坡过切的原因。在机床系统中,当反冲摩擦的影响较大时,在电机反转时,就会产生延迟,造成圆弧切削时的象限凸起。以Y轴为例,尝试对Y的象限凸起进行补偿,试着将背隙加速补偿参数调大,观察Y 轴象限凸起有所改善,经反复调试,将 Y 轴背隙加速补偿量(NO. 2048)由原来的 200 增加到 600,背隙加速有效时间(NO.2071)由原来的0增加到10。X轴背隙加速补偿量由原来的0增加到300,背隙加速有效时间由原来的0加到6。经优化后的XY轴圆弧图形如图9所示。四个象限凸起均被抑制在5um以内,明显改善。
完成上述步骤调试后,使用AICC功能,再次加工。由于高频振动得到抑制,象限凸起现象改善,使得机床运行平稳。最终加工效果刀路整齐,表面光滑无振纹,过切现象有所改善。加工后试件如图10所示。

经试验研究结果表明,通过 FANUC 伺服优化可有效解决模具加工中零件表面振纹和过切现象,改善模具产品表面加工品质和加工精度,提高数字控制机床的加工性能。在实际伺服优化过程中,由于各厂家机床本身机械的不同,装配的差异,其伺服参数调整会有些差异,即便是同一台机床不同时期因磨损使用程度的不同,其伺服优化也并不完全相同,但整个伺服优化的方法和流程大体一致。伺服优化是一项烦琐的工作,需反复调试,摸索总结,方能确定好的优化结果。
关键字:引用地址:伺服优化原理和优化方案设计上一篇:旋转变压器位置传感器旋变的主要结构和工作原理下一篇:PLC+变频器的电气控制系统主电路原理
在现有 数控技术 中,最常用的是单主轴的多轴联动数控系统。这种数控系统一般一次只能装夹加工一个工件。而在某些应用场合,需要进行工件的批量加工,单台 数字控制机床 的加工效率难以满足需要。尽管可以在单一主轴架上夹装多个主轴头,但因装配误差以及刀具长短不一,同时加工同一种工件时,为保证加工工件的一致性,在机床装配和刀具调整上将花费大量人力物力,使用很不方便;在另一些应用场合,对于同一工件,往往需要一次装夹后采用多把刀具多道工序轮动复合加工完成,每道工序只用其中一把刀具加工。目前,最常用的方式是配置刀库,刀库主要是提供储刀位置,并能依程序的控制,由换刀机构正确选择刀具加以定位,以进行刀具交换 。通过自动换刀和工作台分度可对棱柱体类零件进行
在电机控制的变频伺服系统中,电流传感器的采样精度和实时性很大程度上决定了系统的动、静态性能。精确的电流检测是提高系统控制精度、稳定性和快速性的重要环节,也是实现高性能闭环控制管理系统的关键。同时,当电机发生堵转或负载过重时,系统通过电流 传感器 检测到线路上发生过流,可以驱动IPM模块实现关断保护功能。下图一是用于电机控制的变频伺服系统框图: 图一: 用于电机控制的变频伺服系统框图 电流传感器按照工作原理可以分为:霍尔电流传感器、电流互感器、磁阻式电流传感器、电阻式电流传感器、光纤电流传感器等。而在变频伺服系统中,常见的电流传感器主要有霍尔电流传感器、电流互感器及电阻式电流传感器。利用霍尔效应原理的霍尔电流传感器可直接将电流
由于伺服系统服务对象很多,如计算机光盘驱动控制、雷达跟踪系统、进给跟踪系统等,因而对伺服系统的要求也有所差别。工程上对伺服系统的技术要求很具体,可以归纳为以下几个方面: ⒈对系统稳态性能的要求; ⒉对伺服系统动态性能的要求; ⒊对系统工作环境条件的要求; ⒋对系统制造成本、运行的经济性、标准化程度、能源条件等 方面的要求。 虽然伺服系统因服务对象的运动部件、检测部件以及机械结构等的不同而对伺服系统的要求也有差异,但所有伺服系统的共同点是带动控制对象按照指定规律做机械运动。从自动控制理论的角度来分析,伺服控制系统一般包括控制器、被控对象、执行环节、检测环节、比较环节等五部分。 伺服系统组成原理框图如图
组成 /
工业机器人有4大组成部分,分别为本体、伺服、减速器和控制器。而其中,工业机器人电动伺服系统的一般结构为三个闭环控制,即电流环、速度环和位置环。一般情况下,对于交流伺服驱动器,可通过对其内部功能参数进行人工设定而实现位置控制、速度控制、转矩控制等多种功能。 伺服系统(servomechanism)又称随动系统,是用来精确地跟随或复现某个过程的反馈控制系统。伺服系统使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。 伺服系统是以变频技术为基础发展起来的产品,是一种以机械位置或角度作为控制对象的自动控制系统。伺服系统除了可以进行速度与转矩控制外,还可以进行精确、快速、稳定的位置控制。
常用伺服控制电动机的控制方式 /
由于位置伺服系统一般是以足够的位置控制精度、位置跟踪精度和足够快的跟踪速度作为它的主要控制目标,系统运行时要求能以一定的精度随时跟踪指令的变化。所以对于这种快速位置伺服系统,要求整个系统各部分配合良好,其中的关键是控制器的选择,综合考虑高精度、抗干扰能力、灵活性、可靠性、实时性、性价比等各因素的情况下。选择了Frees—cale公司的MC9Sl2DGl28B作为控制器。MC9Sl2DGl28B芯片是一款16位的单片机,功能强大,性能优越。本文采用该型号的单片机保证了所设计系统的稳定可靠。 1 系统控制方案 由于设计的角度伺服系统的负载比较大,而且相对于工业控制要求而言系统精度和快速性要求高,所以整个系统采用混合闭环
的设计 /
数字控制机床能用R型控制变压器吗?他能精准控制变压吗?答案是肯定的,数控机床设备常见频率是50-60Hz,而我们R型控制变压器就是50-60Hz的低频率变压器。而机床设备需要接线方便,安全可靠,耗能低,体积小等特点,R型低频控制变压器完全能满足这些需求。下面我们就来了解一下数字控制机床控制变压器的组成结构吧。 数字控制机床控制变压器通常用于50-60的交流频率Hz,输入电压在660v各种机床、机械设备和控制柜用作控制、照明和信号的电源。机床控制变压器的安装方式一般为立式,也有少数卧式安装方式。由于使用环境的特殊性,这种变压器需要高绝缘和耐热性,通常需要B级。 机床控制变压器的硅钢板连接,硅钢板与底板连接采用氩弧焊工艺,形成
1.软件部分 与7360系统的 伺服控制 一样,7M系统也是采用实时中断实现 伺服控制 的。与7360系统不同的是,7M系统的差补计算部分每8ms进行一次,计算出8ms内工作台的进给量 Dci,而位置控制部分则每4ms计算一次,将计算结果作为一个4ms的进给指令,经过计算机接口输出。位置控制部分的计算过程为: (1)跟随误差的计算。设上一个4ms开始时工作台的实际位置为DFi-1,从位置检测组件获得的上一个4ms内工作台实际位置增量为 DFi,那么本次4ms周期开始时工作台的实际位置为 (5 14) 设上一个4 ms结束时指令位置为Dci-1,那么,本次4 ms的指令位置为 (5 15) 因此,本周期的伺服系统跟随误差,或
在由机床、刀具、工件组成的系统上进行切削加工是一个动态过程,有许多因素和参数(如工件毛坯裕量不匀、材料硬度不一、刀具磨损、刀刃积屑瘤、受力变形、切削振动和热变形等)将使切削过程不能处于最佳状态,从而影响切削过程的生产效率、加工质量和经济效益,甚至还会影响切削过程的正常进行。为了解决这一问题,在20世纪60年代,提出了一种机床的自适应控制方法,在切削加工过程中采用该方法能根据随时变化的实际切削条件及时修正切削用量。 根据模型参考自适应控制(MRAC)思想,建立了数字控制机床切削加工过程MRAC模型,然后对模型进行动力学过程仿真。同时,分别对工艺流程的反馈闭环控制和开环控制进行仿线种仿真结果进行比较,从仿真结果可以看出,MR
切削工艺流程的模型参考自适应控制研究 /
电动汽车电池管理系统(BMS)simulink完整模型(含SOC、主动均衡等算法)
MPS电机研究院 让电机更听话的秘密! 第一站:电机应用知识大考!第三期考题上线,跟帖赢好礼~
Edge Impulse增加对NVIDIA TAO和Omniverse的支持
适用于边缘设备的 Edge Impulse 机器学习平台发布了一套在 NVIDIA TAO Toolkit 和 Omniverse 上开发的新工具,为基于 Arm Corte ...
那么,第五代至强是怎么来实现这样的AI 性能提升的?日前,英特尔资深技术专家揭秘了其内部的技术细节。...
在 NVIDIA GTC 2024上,恩智浦和 NVIDIA 宣布了一项新的合作,使 NVIDIA 经过训练的 AI 模型可以通过 eIQ 机器学习开发环境部署 ...
2024年3月22日 – 专注于推动行业创新的知名新品引入 (NPI) 代理商™贸泽电子 (Mouser Electronics) 很高兴宣布赞助第22届“创造未 ...
AMD于2024年3月21日在北京举办“Advancing AI PC”为主题的“AMD AI PC创新峰会”,苏姿丰作为AMD董事会主席及首席执行官出席了此次活动,...

开发相关FPGA/DSP总线与接口数据处理消费电子工业电子汽车电子其他技术存储技术综合资讯论坛电子百科词云:
